
Digitaler Drehzahlmesser

Wie man sieht,
habe ich versucht
meinen Drehzahlmesser
dem Design
meiner Fräse anzupassen  . Da er nicht nur
die Drehzahl in
Umdrehungen
pro Minute (UPM, U/min) und Sekunde (U/sec) anzeigt, sondern auch die
Schnittgeschwindigkeit (m/min, m/sek) anzeigen soll, ist ein 2
stelliges extra Display notwendig das zusammen mit den beiden Up/Down
Tastern erlaubt, den Werkzeugdurchmesser einzustellen. Aus
Werkzeugdurchmesser und Drehzahl, berechnet dann die Software mit der
Formel m/min = d*pi*n*(1/1000) die Schnittgeschwindigkeit.
. Da er nicht nur
die Drehzahl in
Umdrehungen
pro Minute (UPM, U/min) und Sekunde (U/sec) anzeigt, sondern auch die
Schnittgeschwindigkeit (m/min, m/sek) anzeigen soll, ist ein 2
stelliges extra Display notwendig das zusammen mit den beiden Up/Down
Tastern erlaubt, den Werkzeugdurchmesser einzustellen. Aus
Werkzeugdurchmesser und Drehzahl, berechnet dann die Software mit der
Formel m/min = d*pi*n*(1/1000) die Schnittgeschwindigkeit.
Technisches:
- Anzeige der Drehzahl in U/min (Ganzzahl) und U/sek (0,0)
- Schnittgeschwindigkeit in m/min (0,00) und m/sek. (0,000)
- Getestet mit Proxxon BFW 40/e (6000 U/min max). Theoretisch bis 65535 U/min
- Werkzeugdurchmesser von 0,1 - 25 mm einstellbar
- 5 stellige Siebensegmentanzeige für Messwerte, separate 2 stellige Anzeige für Werkzeugdurchmesser
- Stromversorgung mit unstabilisiertem 9V Steckernetzteil (7805 on Board).
- Die Platine ist passend für das SP2000sw Gehäuse (ca. 10x6,2 cm, Reichelt)
Eine Warnung gleich vorweg. Um den Drehzahlmesser betreiben zu können, muss der Fräsmotor geöffnet werden um eine Taktscheibe mit Gabellichtschranke nachzurüsten. Dadurch erlischt die Garantie. Bitte denkt vorher darüber nach, ob ihr euch den Umbau zutraut. Ich kann natürlich keine Haftung für evtl. Schäden übernehmen, die durch den Umbau entstehen könnten.
Die Bedienung...
 ...ist
einfach. Mit dem einzelnen Taster neben der großen Anzeige, wird der
Anzeigemodus ausgewählt, welcher über die 4 LEDs rechts davon angezeigt
wird. Bei
jedem Tastendruck, wandert die LED um einen Schritt nach unten und
zeigt somit den nächsten Modus an. Leuchtet LED 4, beginnt nach einem
weiterem Tastendruck das Spiel von vorne. Nach dem Einschalten ist
U/min
gewählt. Ist LED3 oder 4 an (Schnittgeschwindigkeit in m/min,
m/sek) kann zusätzlich über die beiden Up/Down Taster der
Werkzeugdurchmesser eingestellt werden, der wie schon erwähnt, für die
Berechnung der Schnittgeschwindigkeit notwendig ist. Der Durchmesser
kann von 0,1mm - 25 mm eingestellt werden, wobei bei Durchmesser bis
10 in 0,1mm Schritten und ab 10 nur ganze mm eingestellt werden können.
...ist
einfach. Mit dem einzelnen Taster neben der großen Anzeige, wird der
Anzeigemodus ausgewählt, welcher über die 4 LEDs rechts davon angezeigt
wird. Bei
jedem Tastendruck, wandert die LED um einen Schritt nach unten und
zeigt somit den nächsten Modus an. Leuchtet LED 4, beginnt nach einem
weiterem Tastendruck das Spiel von vorne. Nach dem Einschalten ist
U/min
gewählt. Ist LED3 oder 4 an (Schnittgeschwindigkeit in m/min,
m/sek) kann zusätzlich über die beiden Up/Down Taster der
Werkzeugdurchmesser eingestellt werden, der wie schon erwähnt, für die
Berechnung der Schnittgeschwindigkeit notwendig ist. Der Durchmesser
kann von 0,1mm - 25 mm eingestellt werden, wobei bei Durchmesser bis
10 in 0,1mm Schritten und ab 10 nur ganze mm eingestellt werden können.
Wozu die Schnittgeschwindigkeit im Bastelzimmer?
Da der Vorschub für meine Fräse per Handbetrieb erfolgt und die genaue Zusammensetzung der Werkstoffe im Hobbyraum meistens Unbekannt sind, können Tabellen mit Schnittgeschwindigkeiten im heimischen Bastelzimmer, leider nur ein grober Anhaltspunkt sein. In der Praxis macht man dann zuerst eine Probefräsung nach Gefühl, bevor der Fräser dann in ein richtiges Werkstück eintaucht. Habe ich dann die für mich optimale Drehzahl ermittelt, schalte ich den Drehzahlmesser auf m/min um und lese die Schittgeschwindigkeit ab. Muss ich nun bei gleichen Material einen Werkzeugwechsel vornehmen, kann ich den Fräsmotor (ohne Rechnerei) auf eben diese Schnittgeschwindigkeit einstellen. Eine Praktische Sache also.
Theorie
Um eine Drehzahl zu messen, sind mir 3 Möglichkeiten bekannt, wobei Methode 2 und 3 im Prinzip gleich sind.
- Man stoppt die Zeit für eine Umdrehung und kann diesen Wert dann auf die Minute (Sekunde) hochrechnen.
- Man zählt für eine feste Zeit die Umdrehungen und rechnet so auf die Minute oder ...
- ... man wandelt eine Umdrehung in mehrere Impulse und zählt diese für eine feste Zeit.
Ich habe mich für die 3. Möglichkeit entschieden, obwohl die Messung immer noch länger dauert als bei Methode 1. Einer der Gründe ist, das sich Messfehler bei der 1. Methode addieren können. Beispiel: Löst der Sensor einen Interrupt aus, wird dieser erst bei der nächsten fallenden Flanke des Systemtakts ausgeführt. Diese (wenn auch minimale) Verzögerung ändert sich bei jeder neuen Messung. Da die Messung aber auf die Minute hochgerechnet wird, währe der Messfehler zudem abhängig von der Drehzahl. Sicher kann man mehrere Messungen vornehmen und diese mitteln. Ich halte Methode 3 (für mich) durchschaubarer und bin der Meinung das man (zumindest im Bastelzimmer) mit Methode 3 genauere Ergebnisse erzielen kann.
Der Sensor...
 ...
besteht aus einer Taktscheibe mit 15 Bohrungen.
Diese wird mit einer
Gabellichtschranke abgetastet und liefert die Impulse die der AVR
zählt. Da der Controller in der Lage ist bei jedem Flankenwechsel einen
Interrupt zu erzeugen kommt man so auf 30 Impulse pro Umdrehung. Zählt
man die Impulse für genau 2 Sekunden erhält man die Umdrehungen pro
Minute. Natürlich würde die Messung nur unbequem abzulesen
sein
wenn
alle 2 Sekunden ein neuer wert "hart" auf dem Display erscheint, dafür
habe ich verschiedene Optionen in die Software eingefügt die dem
entgegenwirken (dazu später mehr). Optimal währe eine Taktscheibe mit
30 oder gar 60 Bohrungen. Diese ließen sich aber nur schwer
selbst herstellen, außerdem müsste man wohl auch bei der Schaltung
Änderungen vornehmen um die Flanken des Fototransistors steiler zu
bekommen. Bei der Software könnte ebenfalls das Problem auftreten, das
(wenn der Timerinterrupt zu lange dauert) Impulse "verschluckt" würden.
Hätte die Taktscheibe nur eine Bohrung und es würde nur eine Flanke
ausgewertet werden, müsste man 60 Sekunden warten, bis eine Messung
(U/min) vollendet währe.Da 30 Flanken pro Umdrehung ankommen reduziert
sich das ganze auf (60/30) 2 Sekunden.
...
besteht aus einer Taktscheibe mit 15 Bohrungen.
Diese wird mit einer
Gabellichtschranke abgetastet und liefert die Impulse die der AVR
zählt. Da der Controller in der Lage ist bei jedem Flankenwechsel einen
Interrupt zu erzeugen kommt man so auf 30 Impulse pro Umdrehung. Zählt
man die Impulse für genau 2 Sekunden erhält man die Umdrehungen pro
Minute. Natürlich würde die Messung nur unbequem abzulesen
sein
wenn
alle 2 Sekunden ein neuer wert "hart" auf dem Display erscheint, dafür
habe ich verschiedene Optionen in die Software eingefügt die dem
entgegenwirken (dazu später mehr). Optimal währe eine Taktscheibe mit
30 oder gar 60 Bohrungen. Diese ließen sich aber nur schwer
selbst herstellen, außerdem müsste man wohl auch bei der Schaltung
Änderungen vornehmen um die Flanken des Fototransistors steiler zu
bekommen. Bei der Software könnte ebenfalls das Problem auftreten, das
(wenn der Timerinterrupt zu lange dauert) Impulse "verschluckt" würden.
Hätte die Taktscheibe nur eine Bohrung und es würde nur eine Flanke
ausgewertet werden, müsste man 60 Sekunden warten, bis eine Messung
(U/min) vollendet währe.Da 30 Flanken pro Umdrehung ankommen reduziert
sich das ganze auf (60/30) 2 Sekunden.
Der Schaltplan
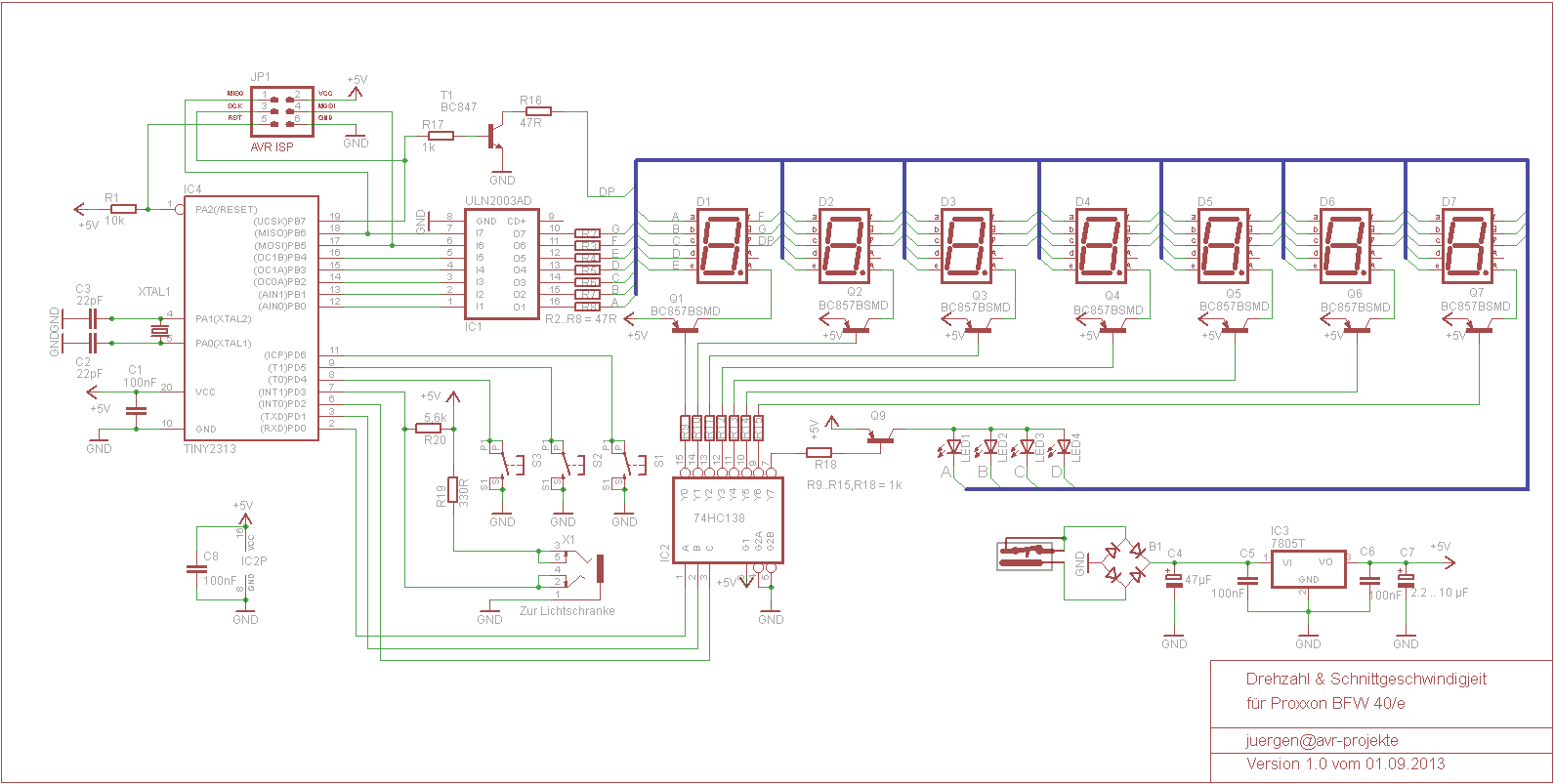
Wie man sieht, reicht ein Tiny2313 völlig aus um die Aufgabe zu bewältigen. Der 2 KB Flashrom ist noch nicht einmal mit der hälfte belegt. Da ich keinen 8fach Treiber in SMD zur Hand hatte, erhielten die Segmente der Anzeigen mit gemeisamer Anode, einen ULN2003 Treiber welcher für 7 Segmente ausreicht. Der Dezimalpunkt wird über einen sepraten NPN Transistor betrieben. Der 74HC138 ist ein 3 zu 8 Dekoder. Die binäre 3Bit zahl wird an die Eingänge A,B und C gelegt und der entsprechende (dezimale) Ausgang (Y0..7) wird auf low schalten, wobei alle anderen Ausgänge auf High Pegel bleiben. Der gerade aktive Ausgang schaltet dann über einen PNP Transistor die gemeinsame Anode der gewählten Anzeige. Auch die 4 LEDs die den Modus anzeigen, werden zusammen mit den Segmentanzeigen im Multiplexverfahren angesteuert. Natürlich braucht der Tiny einen Quarz (8Mhz). Von diesem hängt im wesentlichen die Genauigkeit des Drehzahlmessers ab. Um die Schaltung mit einem 9V Steckernetzteil zu versorgen, ist ein 7805 Spannungsregler mit Standardbeschaltung vorgesehen, der Brückengleichrichter dient als Verpolungsschutz. Soll die Schaltung mit Wechselspannung versorgt werden, sollte C4 mindestens 220µF/25V haben (wird knapp im Gehäuse). Leider reichte der interne Pullup Widerstand des Tiny2313 nicht aus, um den Kollektor des Fototransistors hochzuziehen. Deshalb ist ein externer Pullup (R20, 5,6K) an INT1 erforderlich.
Die Platine
 Die Platine wurde
(von mir erstmals) mit der
Light Edition
von Eagle 6.4.0 erstellt. Alle anderen .brd Files in der zip Datei sind
noch mit der Version 4.17 erstellt worden, lassen sich aber auch mit
der neuen Version laden.
Die Platine wurde
(von mir erstmals) mit der
Light Edition
von Eagle 6.4.0 erstellt. Alle anderen .brd Files in der zip Datei sind
noch mit der Version 4.17 erstellt worden, lassen sich aber auch mit
der neuen Version laden.
Um die Schaltung in das handliche Gehäuse (SP2000sw) einbauen zu
können, war eine doppelseitige Platine unumgänglich. Auch musste die
Anordnung der LEDs, Taster und Anzeigen für das Frontplattendesign
platziert werden und nicht wie üblich, um möglichst effektiv routen zu
können. Deshalb sind die meisten Bauteile in SMD Technik ausgeführt
und es muss beidseitig bestückt werden.
Leider musste ich unter IC1 mehrere Vias platzieren. Diese müssen so
flach wie möglich gehalten werden, damit IC1 sauber auf der Platine
aufliegt. Alle anderen Durchkontaktierungen liegen außerhalb von
(störenden) Bauteilen und können in Bastlertechnik Hergestellt werden
(Drahtrest
durchstecken, von oben und unter verlöten, abschneiden). Die beiden
Elkos C4 und C7 sind im Layout zwar auf der Top Seite platziert, diese
habe ich beim Aufbau dann, wegen Platzmangel zum Gehäusedeckel, auf der
Lötseite liegend bestückt (die Anschlussdrähte um 90° gebogen) . R2 bis
R8 sind unter der Siebensegmentanzeige
platziert und müssen natürlich vor dieser bestückt werden. Für die
Anzeigen sind Fassungen vorgesehen um den Abstand zur roten
Filterscheibe im Gehäuse zu verringern. Ich habe bei mir 2 40polige
IC-Fassungen verbaut, von denen eine getrennt werden muss. Der 7805
muss
von oben und unten gelötet werden, er wird vor dem löten mit einer M3
Schraube und Mutter mit der Platine verschraubt.
Stückliste
| R1 | 10k | Alle Widerstände SMD 0805 |
| R2..R8, R16 | 47 Ohm |
|
| R9..R15, R17, R18 | 1k |
|
| R19 | 330R |
|
| R20 | 5,6k |
|
| C1, C5, C6, C8 | 100nF | Keramikkondensator SMD 0805 |
| C2, C3 | 22 nF | Keramikkondensator SMD 0805 |
| C4 | 10...47 µF/25V | Elko (so klein wie möglich) |
| C7 | 2.2...10µF/16V | Elko |
| XTAL1 | 8Mhz | Quartz |
| D1..D7 | SA52-11 RT | 7-Segment-Anzeige rot gem. Anode |
| LED1..4 | LED Rot | 3mm |
| T1 | BC847 | NPN Transistor SMD |
| Q1..Q9 | BC857 | PNP Transistor SMD |
| IC1 | ULN2003 | 7-Fach-Transistor Array SMD |
| IC2 | 74HC138 | Dekoder SMD |
| IC3 | 7805 | 5 Volt Spannungsregler |
| IC4 | ATtiny2313 | Mikrocontroller Atmel |
| JP1 | 2x3 Pfostenleiste | ISP Anschluss, 2,54mm |
| X1 | Klinkenbuchse | EBS35 / Reichelt |
| X2 | Powerplug | HEBW21 / Reichelt |
| 1 | CNY36 | Gabellichtschranke Reichelt (=TCST1103) |
| 1 | SP 2000 sw | Gehäuse / Reichelt |
| S1...S3 | Taster1612.11 | SMD Taster + Tastkappe rot Reichelt |
| B1 | Brückengleichrichter | 40V/1A, DIL Bauform |
| |
|
|
| * Ich hoffe ich habe nichts vergessen | ||
Die Software
Die Software ist in Assembler geschrieben und kann mit dem kostenlosen AVR-Studio (bei mir 4.19 Build 730 ) assembliert (in eine brennbare .hex Datei gewandelt werden) und und anschließend mit einem ISP-Programmer in den Tiny2313 geladen werden. Bei den Fuse Bits muss der Haken bei CKDIV8 entfernt werden. Außerdem muss der Quarz eingeschaltet werden. Das geschieht bei SUT_CKSEL. Hier stellt man auf Ext. Crystal Osz. 8.0- Start-up Time: 14 CK + 65 ms. Wer sich nicht sicher ist, kann auch die Hex Ziffern für Extended, High und Low direkt eintragen. Diese sind 0xFF, 0xDF, 0xFF. Wie man aus der ASM-Datei (im Download unten) eine brennbare HEX-Datei wandelt habe ich schon hier beschrieben. Die Firmware kann durch bedingte Assemblierung angepasst werden. Dazu findet man im oberen Teil des Quellcodes eine kleine Config.
;Config für bedingte Assemblierung
;************************************************************************************************
;------------------------------------------------------------------------------------------------
;Auf Unterschiedliche Art, den Gesamtmesswert bilden
;------------------------------------------------------------------------------------------------
;.set interpol = 0 ;Addieren. (Messung nicht interpolieren).
;.set interpol = 1 ;Stärkeres gewichten der neusten Messungen.
;Die Maximale Drehzahl darf bei interpol=1 nur noch 32.767 betragen.
.set interpol = 2 ;1 Sekunde messen, Zwischenwerte interpolieren
;.set interpol = 3 ;Hochrechnen der letzten Sekunde. 1 Sekunde messen, dann *2
;.set interpol = 4 ;Hochrechnen der letzten 500mS. 1/2 Sekunde messen, dann *4, runden !
;------------------------------------------------------------------------------------------------
;Die letzte Stelle runden. Beruhigt die Anzeige auf Kosten der Auflösung
;------------------------------------------------------------------------------------------------
.set genau = 0 ;Wenn 1, nicht runden. Wenn 0, die Letzte Ziffer = 0 oder 5
.set strong = 0 ;Starkes runden. Wenn strong=1 UND genau=0 zeigt die letzte Stelle ständig Null
;------------------------------------------------------------------------------------------------
;Startwerte
;------------------------------------------------------------------------------------------------
.set startdm = 30 ;Werkzeugdurchmesser(*10) beim einschalten 30=3,0 120=12
.set everon = 0 ;Werkzeugdurchmesser in allen Modi anzeigen (0=aus)
.set everchange = 0 ;Werkzeugdurchmesser in allen Modi einstellbar (0=aus)
;*************************************************************************************************
Um die Parameter die man der Firmware vor der Assemblierung übergibt zu verstehen, beschreibe ich unten grob, wie eine Messung im Programm durchgeführt wird.
Interrupts
Wie bereits oben erwähnt, kommt eine Taktscheibe mit 15
Bohrungen
zum Einsatz. Die Gabellichtschranke wird so positioniert, dass der
Lichtstrahl der LED durch die Bohrungen auf den Fototransistor trifft.
Dies hat zur Folge das der Fototransistor 30 Pegelwechsel pro Umdrehung
erzeugt. Jeder Pegelwechsel (positive Flanke, negative Flanke) erzeugt
im AVR einen Interrupt, in welchem eine 16Bit Variable Hochgezählt wird.
Ein 2. Interrupt wird jede Millisekunde mit dem Timer Quarzgenau
erzeugt. Auch hier wird ein Zähler hochgezählt. Ist der Zähler bei 250
angelangt ist eine 1/4 Sekunde vergangen. Jetzt werden die gezählten
Flanken der Lichtschranke in einem Array abgespeichert. Das Array
besteht aus einem Feld mit 8 16-Bit Variablen, welche die Messungen der
letzen 2 Sekunden von der neusten bis zur ältesten Messung für das
Hauptprogramm bereit hält. Die älteste Messung wird immer mit der
neusten überschrieben, deshalb erscheint auch immer alle 1/4 Sekunde
ein neuer Wert auf dem Display, obwohl eine Gesamtmessung 2 Sekunden
dauert.
Hauptprogramm
Im Quellcode gibt es am Anfang die Möglichkeit die Berechnungsarten der U/min zu konfigurieren. Dazu übergibt man der Variablen interpol einen Wert von 0..4. Man kann zwischen folgenden Optionen wählen:
Addieren (0)
Die einfachste Möglichkeit die U/min zu berechnen ist die 8 Werte vom Array zu addieren. Das ist wohl die genauste Messmethode, da die Genauigkeit nur vom Quarz abhängt. Der Nachteil ist die Trägheit der Anzeige bei einer Drehzahländerung. Das Einstellen der Drehzahl am Poti des Fräsmotors erfordert etwas Fingerspitzengefühl, da die Anzeige erst nach 2 Sekunden zum Stillstand kommt.
Gewichten (1)
Eine weitere Möglichkeit ist, das Gesamtergebnis der Messung, die sich aus den Daten des o.g. Arrays zusammensetzt , neuere Messungen stärker zu Gewichten als ältere. Im Programm wird der neuste Wert mit 31,25% gewichtet, der nächste mit 18,75%, dann 2 mal 12,5% und die letzten 4 Werte des Arrays tragen 6,25% zur Gesamtmessung bei. Das einstellen der Drehzahl geht schon besser wie oben beim addieren, da die letzte Sekunde mit 75 % gewichtet wird. Das Display wandert zwar auch 2 Sekunden nach, aber nicht mehr so stark wie beim addieren.
Interpolieren (2)
Hier wird nur die letzte Sekunde (die letzten 4 Messungen) in die Berechnung mit einbezogen. Dazu werden diese 4 Messungen addiert. Die fehlenden 4 Messungen werden jeweils aus 2 benachbarten Messungen im Array interpoliert (geschätzt). Beispiel: Die neuste Messung wird mit der nächsten Messung addiert und danach durch 2 geteilt. Man erhält das erste Zwischenergebnis. Mit dieser Methode, reagiert die Anzeige am besten auf Drehzahländerungen.
Quick & Dirty (3 oder 4)
Einmal werden die letzten 4 Messungen addiert und danach mit 2 multipliziert (3). Nachteil: Die Letzte Anzeige zeigt nur noch gerade Ziffern.Es kann auch eingestellt werden, das nur die letzten beiden Messungen mit 4 multipliziert werden (4). Die Anzeige zeigt nur noch Zahlen aus der 4er Reihe. Ein Anschließendes runden ist hier Ratsam. Wer also Wert auf besonders schnelle Reaktion auf Drehzahländerungen und ein ruhiges Display legt kann durchaus einen dieser Modi konfigurieren mit anschließendem Runden der letzten Ziffer.Die Anzeige kommt so, nach drehen am Drehzahlpoti des Fräsmotors schon nach 0,5 Sekunden zum Stillstand.
Runden
Wer Wert auf eine ruhige Anzeige legt, kann das Ergebnis runden lassen. Das Runden wirkt sich nur auf U/min und m/min aus. Es kann normales Runden (letzte Anzeige zeigt null oder 5) oder starkes Runden (Abrunden, letzte Ziffer zeigt immer null) eingestellt werden.
Startwerte
Beim Einschalten des Drehzahlmessers, ist der
Werkzeugdurchmesser
bei mir auf 3 mm eingestellt. Dies kann man ändern, indem man startdm=30 einen
anderen Wert
zuweist. Den Durchmesser muss man mit 10 multiplizieren, ist der
gewünschte Fräser also 2,4 mm muss startdm=
24 eingetragen werden.
Möchte man den Werkzeugdurchmesser auch in den U/min und U/sek
Modi angezeigt bekommen, besteht die Möglichkeit durch setzen
von
everon=1.
Mit everchange=1
kann man diesen dann auch in diesen Modi einstellen.
Mechanisches
 Gehäuse
Gehäuse

Die Maße die man benötigt um das Gehäuse zu bearbeiten sind in der Eagle brd Datei der Platine enthalten. Der besseren Übersicht wegen, sind im Bild rechts nur die Layer der Displayausschitte und LEDs eingeblendet. Die Bohrungen für die Taster sind auf einem separatem Layer. Die Maße für die Displays sind für einen 3mm Fräser ausgelegt. Das Display und die Filterscheiben habe ich so gefräst, wie ich es schon unter Basteln/Fräsen beschrieben habe. Im unteren Teil der Zeichnung, sind die Durchbrüche für den 6,3mm Klinkenstecker (Lichtschranke) und die Buchse für das Steckernetzteil eingezeichnet.
Taster
Die Höhe der Taster 1612.11
zusammen mit der Tastkappe rot (Reichelt) reicht leider nicht aus, um
diese bei geschlossenem Gehäuse zu bedienen.  Ich
habe bei mir Distanzhülsen
aus Kunststoff auf
die Taster geklebt auf diese dann die roten Kappen gepresst werden.
Damit die Kappe passt, muss die Hülse etwas im Durchmesser
nachbearbeitet werden. Dazu die Rolle auf einer M3 Schraube befestigen
und das Schraubenende in die Bohrmaschine spannen. Bei
geringer Drehzahl mit einer Feile oder Schleifpapier Vorsichtig
etwas Material abnehmen bis die Tastkappe passt. Nun etwas 2
Komponentenkleberauf den Taster geben und die obere (schon gebohrte)
Halbschale auf das Gehäuse setzen. Die montierte Tastkappe durch die
Bohrung schieben und mittig ausrichten.
Ich
habe bei mir Distanzhülsen
aus Kunststoff auf
die Taster geklebt auf diese dann die roten Kappen gepresst werden.
Damit die Kappe passt, muss die Hülse etwas im Durchmesser
nachbearbeitet werden. Dazu die Rolle auf einer M3 Schraube befestigen
und das Schraubenende in die Bohrmaschine spannen. Bei
geringer Drehzahl mit einer Feile oder Schleifpapier Vorsichtig
etwas Material abnehmen bis die Tastkappe passt. Nun etwas 2
Komponentenkleberauf den Taster geben und die obere (schon gebohrte)
Halbschale auf das Gehäuse setzen. Die montierte Tastkappe durch die
Bohrung schieben und mittig ausrichten.
Frontplatte

Diese habe ich mit dem FrontDesigner 3.0 von Abacom entworfen. Wie ich diese herstelle, habe ich schon hier beschrieben. Die Frontfolie ist im FrontDesigner Format in der Zip Datei enthalten. Das Bild rechts rechts kann vergrössert werden und ist dann (Rechtsklick, Grafik speichern unter) mit 600 dpi als PNG Datei auf der Platte.
Nachrüsten der Taktscheibe im BFW 40/e
 Natürlich
kann ich hier nur auf den Fräsmotor eingehen, den ich auf
meiner Fräse einsetze, den BFW 40/e von Proxxon. Nach dem entfernen der
4 oberen Schrauben und nach abnehmen des Gehäuseoberteils, fallen
sofort mehrere (unbenutzte) Gewinde auf, die schon im Motorgehäuse der
Proxxon vorhanden sind. Das soll sich jetzt ändern, denn die beiden
äußeren
M5 Gewinde sind wie dafür gemacht, die Grundplatte mit dem Gehäuse zu
verschrauben. Die Grundplatte besteht wie alle anderen angefertigten
Teile aus FR4 Platinenmaterial mit 1,5mm Stärke.
Natürlich
kann ich hier nur auf den Fräsmotor eingehen, den ich auf
meiner Fräse einsetze, den BFW 40/e von Proxxon. Nach dem entfernen der
4 oberen Schrauben und nach abnehmen des Gehäuseoberteils, fallen
sofort mehrere (unbenutzte) Gewinde auf, die schon im Motorgehäuse der
Proxxon vorhanden sind. Das soll sich jetzt ändern, denn die beiden
äußeren
M5 Gewinde sind wie dafür gemacht, die Grundplatte mit dem Gehäuse zu
verschrauben. Die Grundplatte besteht wie alle anderen angefertigten
Teile aus FR4 Platinenmaterial mit 1,5mm Stärke.
In der
Skizze sieht
man den BFW 40/e(grün) und die Motorachse mit M3 Gewinde in die ein Gewindebolzen(Aussen,
Innengewinde) geschraubt ist. Auf dem Gewindebolzen
sitzt auf mehreren Unterlegscheiben, die Taktscheibe. Damit später beim
Zusammenbau das Kabel des Notschalters der Taktscheibe nicht zu nahe
kommt, ist eine Abdeckung montiert. Beim anziehen der M3 Muttern wird
auch gleichzeitig die Lichtschranke fixiert, die sich unter der
Abdeckung in eine optimale Stellung schieben lässt. Wer ein Oszi
besitzt, kann durch vor und zurückschieben der Lichtschranke das Tasverhältniss
der
Impulse einstellen. Eine Zulage
zwischen Abdeckung und Lichtschranke verhindert, dass sich bei zu
festem
anziehen die Gabel der Lichtschranke zusammendrückt und somit der
Lichtstrahl nicht mehr Optimal auf den Fototransistor trifft. Doch
bevor man mit dem Einbau der Teile beginnen kann, folgt
zuerst der
kniffligste Teil.
Es muss eine Bohrung in die
Motorachse vorgenommen werden, in die ein M3 Gewinde geschnitten wird.
Zuerst wird entfettet (Aceton, Nagellackentferner o.Ä.) und mit
Abdeckband abgeklebt. Das Klebeband wird so in die Vertiefung
im
Gehäuse gestemmt, das beim bohren keine Späne in das Gehäuse
gelangen können.Die Mitte der Achse enthält schon eine kleine
Vertiefung, die unsere Bohrung zentriert. In diese sticht man mit einem
Kreuzschlitzschraubendreher (durch das Klebeband) und gibt einen
Tropfen Öl hinein. Nun das Kernloch mit einem 2,5mm Bohrer
ca.
10mm tief bohren. Zwischendurch die Späne absaugen und evtl. wieder
einen Tropfen Öl zugeben. Auch beim Gewindeschneiden etwas Öl
verwenden. Man benötigt einen 3 Teiligen Satz M3 Gewindebohrer. Da das
Kernloch nur 10mm tief ist, können sogenannte Einschnittgewindebohrer
hier nicht verwendet werden, da das Gewinde erst fertig geschnitten
wird, wenn der hinteren Bereich eines solchen Bohrers eingedreht wurde.
Nach dem Schneiden und reinigen des M3 Gewinde, wird der Distanzbolzen
eingedreht. Diesen sollte man mit einem Tropfen Metallkleber o.Ä.
sichern.
Beim Zusammenbau muss der Gehäusedeckel der BFW 40/e um 90° versetzt
eingebaut werden, da der Schalter im Weg ist. Für das Kabel der
Lichtschranke habe ich eine Bohrung im Gehäusedeckel angebracht durch
diese ich das Kabel mit einer Zugentlastung führe. Eleganter währe eine
2. Klinkenbuchse gewesen. Hier werde ich bei Gelegenheit noch
nachbessern.
 Herstellen
der Taktscheibe
Herstellen
der Taktscheibe
Vorteilhaft währe hier ein Teileapparat gewesen, den ich leider nicht besitze. Deshalb habe ich mir einen Fräsplan in Eagle erstellt, und fahre mit dem Kreuztisch die Koordinaten ab. Der Verlauf des Fräsers ist mit einer grünen Linie eingezeichnet und beginnt im Mittelpunkt des Kreises. Dazu spannt man einen Platinenrest auf den Kreuztisch und bohrt mittig ein Loch mit 3mm Durchmesser. Diese Bohrung ist für die spätere Befestigung der Scheibe Vorgesehen. Nun wird für die äußeren Bohrungen ein 2,4mm Bohrer eingespannt und das Werkstück um 9,8mm nach oben bewegt. Bohren. Den Kreuztisch um 3,98 mm nach rechts und um 0,85 mmnach unten bewegen. Bohren. So wird weitergemacht bis alle 15 Bohrungen erledigt sind. Erst jetzt wird die Scheibe rund ausgeschnitten. Hierzu hat wohl jeder Bastler seine eigene Technik. Man kann z.B. mit einer Laubsäge die Scheibe etwas größer ausschneiden und den Rest mit einer Feile schlichten. Ich habe mir hierzu eine Vorrichtung für die Fräse gebastelt. Diese würde aber bei dieser Bauanleitung zu weit abschweifen. Vielleicht ergänze ich hierzu irgendwann meinen Artikel über das Fräsen. Alle Zeichnungen, (auch eine für die Grundplatte) habe ich mit Eagle erstellt und sind in der zip-Datei enthalten. Zusätzliche Layer (>100) die ich erstellt habe enthalten Maße und Hilfslinien . Diese müssen z.T. erst eingeschaltet werden.
 Tipp am Schluss
Tipp am Schluss
Um den fertigen Drehzahlmesser an der Bohrsäule zu befestigen, habe ich eine billige Leimzwinge (Kunsstoff) aus der Ramschkiste im Baumarkt benutzt. Dazu Habe ich das SP2000 Gehäuse mit einer M3 Schraube und selbst sichernder Mutter an das Hintere Ende der Zwinge Geschraubt. Die Zwinge selbst, kann ich nun frei an der Bohrsäule positionieren.
Download
Hier könnt ihr euch das komplette Projekt als Zip Datei Downloaden.
Viel Spass beim Basteln,
Jürgen

